
压铸汽车横梁结构件热处理工艺开发
2022-03-08 13:37
介绍了使用AlSi10MnMg合金材料的试棒进行固溶和时效T7热处理,通过minitab实验设计和响应优化工具得出热处理工艺参数与铸件力学性能的影响关系模型以及最优热处理工艺参数,并通过高真空压铸汽车横梁结构件的本体切片验证确认最优参数组合的有效性。
随着新能源电动汽车技术发展,车身结构件趋向于大型化、薄壁化、高强度、高韧性。这些结构件多使用铝合金,使用高真空压铸成形,最后经过热处理得到轻量化和高强度于一体的结构件产品。减震塔、纵梁、横梁等车身结构件的压铸和热处理工艺有了大量的研究。研究表明,压铸件的力学性能与材料成分、内部气孔、热处理工艺之间有着复杂的关系,如在一定的温度条件下,适当提高固溶温度可以提高屈服强度,但却使产品表面气泡增多。不同组合的热处理工艺和压铸件本身取样都存在不稳定的问题。因此,需要把合金成分、内部品质尽量固定下来去研究不同热处理工艺参数对压铸件力学性能的影响关系,并明确具体的关系模型公式。
AlSi10MnMg铝合金拥有良好的铸造性能和力学性能,在薄壁、复杂的汽车结构零件上被广泛应用,本课题结合一款汽车横梁结构件热处理工艺开发,系统介绍使用同一压铸批次的标准试棒,在实际热处理设备和产品可控的固溶、时效温度和时间(生产效率)间,通过试验设计及优化,整理出最优的热处理工艺参数,为新产品热处理工艺方案开发提供参考
1 产品基本介绍
横梁结构件使用44 000 kN压铸机配合高真空进行压铸。考虑其结构复杂,内部品质的致密度和含气量对试样本体的力学性能影响较大,所以试样本体需要取自于其水尾、中部和水口位附近。试样本体通过线切割而成,见 图1。
试验用的试棒为A型拉伸试样见图2。试棒与压铸件同一批次压铸,不能弯曲和矫直。
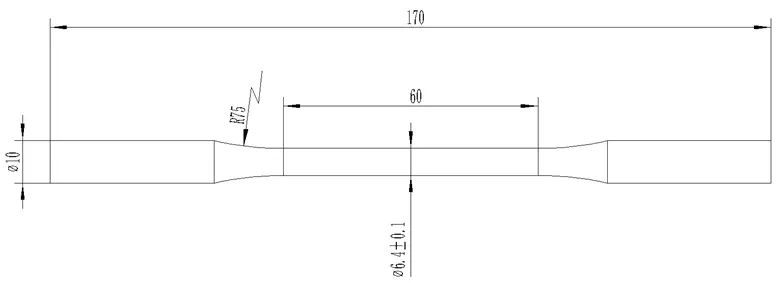
图1:本体试样尺寸示意图

图2:拉伸试棒尺寸示意图
为了保证试棒和压铸件热处理工艺的一致性,需要一起放在同一热处理工装上,在热处理连续炉进行热处理,使用万能拉伸试验机进行力学性能测试。力学性能要求见表1。

表1:铸态下试样本体和试棒的力学性能要求
2 试验设计和分析优化
2.1 试验设计
在材料成分一定的前提下,压铸件内部含气量与力学性能呈反比关系, T7比T5,T6热处理力学性能更优。所以通过Minitab软件使用两水平(固溶温度、固溶时间、风淬、时效温度、时效时间)设计,对T7热处理工艺范围内设计变量见表2。
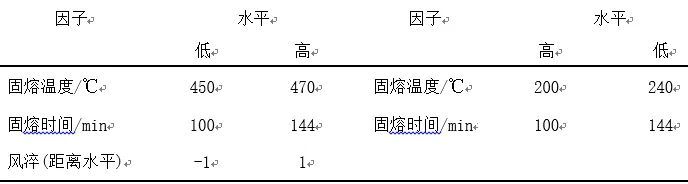
表2:T7热处理试验设计变量两水平值设置
为了充分研究各个热处理参数的交互作用对力学性能的影响,采取了五因子两水平的全因子设计,且为了了解相互的弯曲位置,还进一步选用CCD中心复合试验设计,所有的因子项均不混淆,见表3。

表3:全因子试验设计
为了减少产品和热处理工装位置对试验结果的影响,直接使用同一批次的A型试棒进行不同热处理试验参数组合进行试验,万能拉伸试验机测出的力学性能结果见表4。
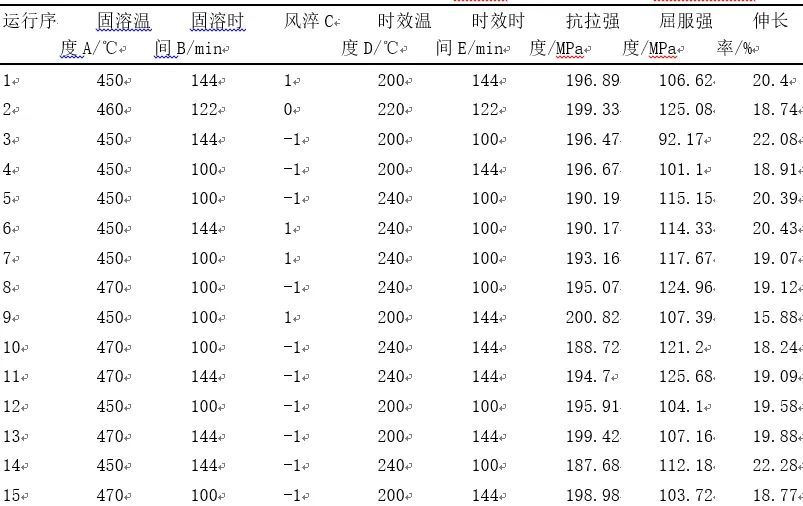
表4:全因子试验设计方案和力学性能
2.2 试验分析
使用Minitab分别对抗拉强度、屈服强度和伸长率进行所有项的因子分析,得出对各力学性能的Pareto图见图3~图5,但因子分析结果均没有出现P值,需要按Pareto图进行模型精简,腾出自由度并计算出残差误差,从而计算出P值。对抗拉强度只保留了D、A、C、E以及AE交互;对屈服强度只保留了D、A、C、E、AB、B;对伸长率只保留了E、B;另外从图3和图4可知时效温度D对抗拉强度和屈服强度影响最大,其次是固溶温度A,从图5可知时效时间E和固熔时间B对伸长率影响最大。
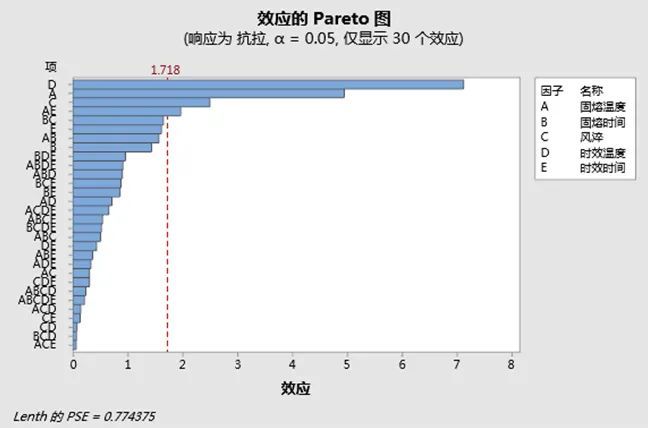
图3:所有项对抗拉强度响应Pareto图
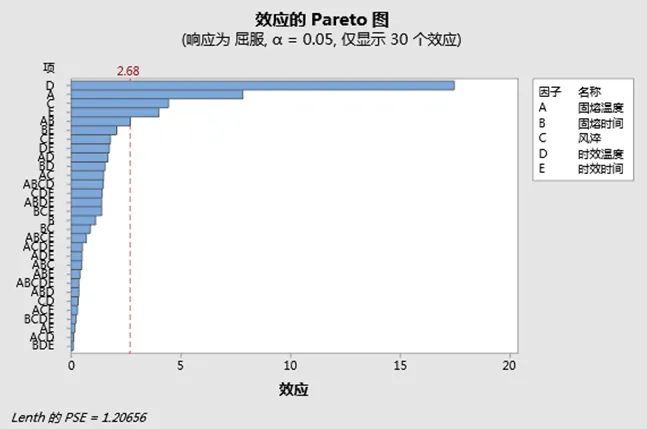
图4:所有项对屈服强度响应Pareto图
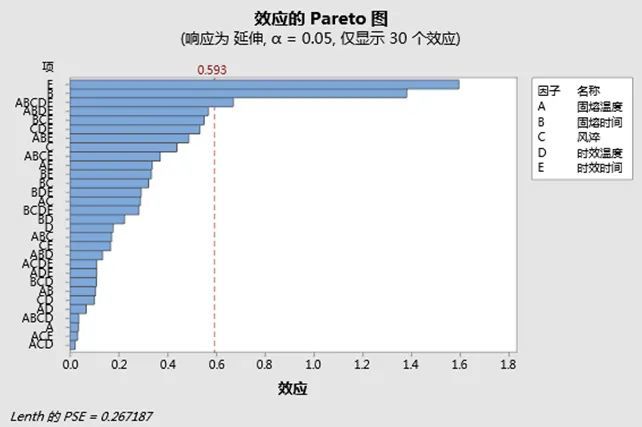
图5:所有项对伸长率响应Pareto图
2.3 试验优化
因原试验是包含了中心点的全因子两水平实验也得不到P值,精简模型后发现屈服的弯曲残差误差P为0,小于0.05,判断为曲面效果显著,但不清楚是那个因子产生这种曲面关系,所以整体模型还需要进一步修改,在保留中心点的前提下增加轴点,增加的热处理参数及力学性能见表5。
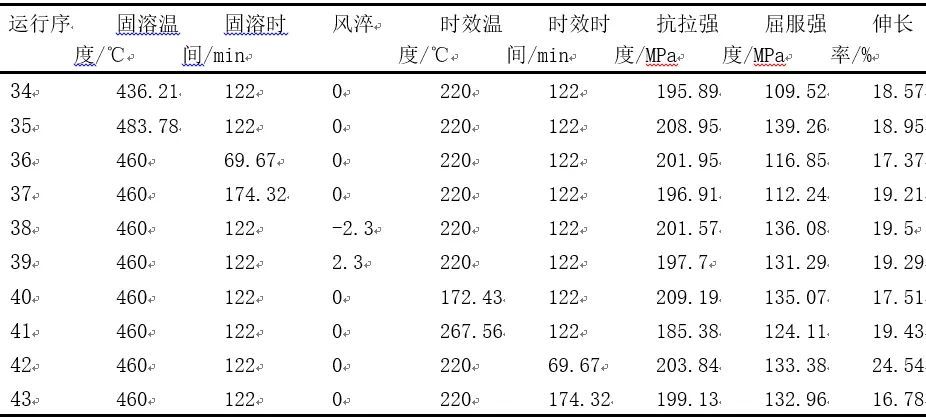
表5:增加轴点的实验设计方案和力学性能结果
增加了轴点数据后,继续用minitab对数据进行响应曲面分析,把P大于0.05的进行删减精简得出各项力学性能的回归模型如下:
抗拉强度=-197+0.801*固溶温度-0.0367*固溶时间+5.29*风淬+0.527*时效温度+2.021*时效时间- 0.001645*时效温度*时效温度-0.00448*固溶温度*时效时间-0.0375 固溶时间*风淬
屈服强度=-236.8+0.453*固溶温度+1.459*固溶时间+0.2926*时效温度-0.00610*固熔时间*固溶时间
伸长率=21.62+0.02780*固溶时间-0.04616*时效时间
响应优化参数见表6,可以看出对抗拉强度、屈服强度、伸长率进行望大处理,下限设为试棒力学性能要求的最小值,目标为各自的上限,最后得出最终精化模型的多响应优化见图6。

表6:响应优化参数
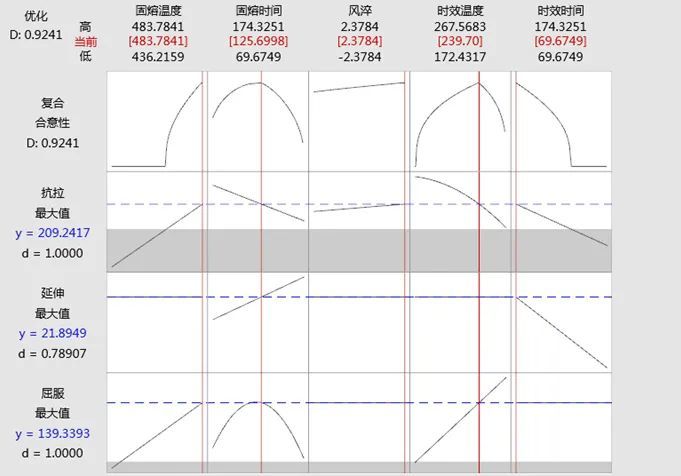
图6:多响应预测图
由图6可知,虽然精简模型后减少了很多不显著的交互作用因子,提高了整体的复合合意性,但同样会把可预测的热处理参数范围大大压缩,一般定义复合合意性大于0.85以上认为预测是有效的,所以该实验优化结果存在预测范围不大的不足之处。预测图只可以用于最优参数组合,即固溶温度为483 ℃、固溶时间为125 min,风淬风量调至最大,时效温度为240 ℃、时效时间为69 min。在下一轮试验中,可以适当增大各因子的水平差异,加大试验设计因子分析范围。
2.4 试验验证
最后,使用2件(A,B)横梁结构件产品和3条A型试棒(1#,2#,3#)用最优的热处理参数进行生产验证,按图1位置(编号①、②、③)对产品进行取本体切片和拉伸,万能拉伸试验机测出的力学性能结果见表7。
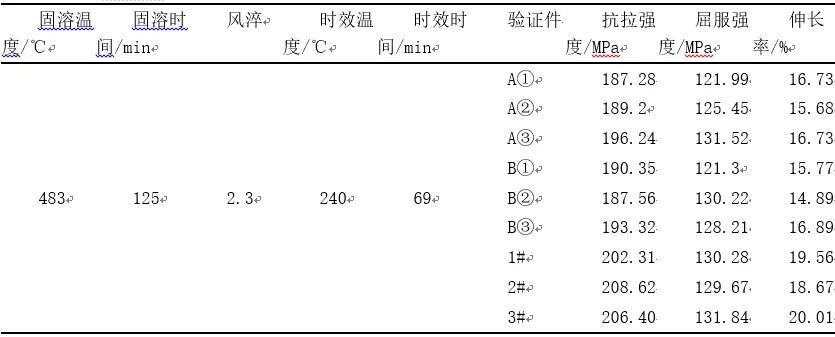
表7:热处理最优参数本体切片和试棒力学性能结果
从表7可以看出,试棒的力学性能和试验设计优化的预测值接近,可以认为模型是有效的,具有预测指导意义。另外试棒和本体切片都满足产品的力学技术要求,且抗拉强度和伸长率显著超过要求,可以结合实际生产节拍优化、节能降耗、提高产品外观质量等需求进一步优化。
3 结论
(1)在T7热处理工艺和材料成份相同条件下,可以用内部质量更加稳定的试棒进行更加准确的力学性能测试试验,避免了实际产品因不同位置内部质量致密性不一致而力学性能的差异。
(2)T7热处理工艺条件多,交互作用影响明显,在条件允许前提下,尽量使用两水平全因子实验设计,从而有效识别不显著的因子项,从而提高分析的准确性。
(3)从两水平的全因子实验数据分析来看,时效温度对抗拉强度和屈服强度影响最大,其次是固溶温度,而时效时间和固溶时间对伸长率影响最大。
(4)精简模型后发现弯曲残差误差P为0,从而识别出各热处理参数因子对力学性能存在曲面关系,这时就需要增加轴点,增加试验组合通过曲面响应优化得出可信的模型。
(5)用响应优化的最优热处理参数组合生产出的产品和试棒,和预测的力学性能差异不大,进一步确认模型的可信程度。
其他新闻

总部
浙江省宁波市鄞州区天童南路666号中基大厦904室
厂部
浙江省宁波市奉化区岳林街道 宝峰路45号
铝锻造分部
浙江省临海市邵家渡街道



